

想要直观了解HDPE双壁波纹管hdpe双壁缠绕波纹管不断创新产品吗?别犹豫,快来观看我们的视频,让产品自己说话!
以下是:泰州靖江HDPE双壁波纹管hdpe双壁缠绕波纹管不断创新的图文介绍

波纹管成型后,需要对波纹管上是否有孔洞进行检测,防止次品流入市场,保证生产加工质量。目前也有使用光线检测的方法,将光源放入波纹管内,使光源在波纹管内运动,在波纹管外侧设置光敏元件跟随光源移动,通过光敏元件进行光线的检测。
当波纹管上有孔洞时,光源发出的光线由孔洞穿出至波纹管的外侧,光敏元件接收到光线后,发出指示 ,从而提示该波纹管有孔洞,是次品,需要被淘汰。但是由于波纹管上具有多个褶皱,相邻褶皱之间容易相互阻挡,当孔洞被相邻褶皱阻挡时,光线仍然无法由孔洞,从而容易造成误检,检测效果不好。
为达到上述目的,本产品的基础方案如下:塑料波纹管孔洞检测装置,包括检测台,检测台包括底板,底板上设有机架,底板上设有由上至下贯穿底板的穿孔,底板的下侧设有金属铃壳,金属铃壳的上端设有上开口、下端设?。
本方案的原理是:固定机构用于将波纹管固定,当电机工作时,通过皮带轮和中心轴管带动螺纹管,当第二电机工作时,将带动外管道,外管道带动固定连接的上斜杆转动,上斜杆上的上滑块跟随移动,由于上滑块与中心滑块之间连接有竖杆,因此,上滑块将带动中心滑块在螺纹管上发生。
本意在提供塑料波纹管孔洞检测装置,以对波纹管的检测精度。当一电机和二电机的转速存在差异时,由于中心滑块的速度于第二电机,而螺纹管的速度于一电机,因此中心滑块与螺纹管之间将产生速度差,从而使得螺纹管推动中心滑块发生滑动。
中心滑块滑动而通过竖杆带动上滑块共同移动,从而使上滑块移动至上斜杆远离中心轴管的一端而将波纹管抵紧,实现波纹管的自动固定。此时风箱内的风将经由中心轴管吹入螺纹管内,并由螺纹管吹入至波纹管内。气流由波纹管的一端向另一端移动,当波纹管上有孔洞时,气流将由孔洞吹出至检测台的底板上,并引起振动轴的振动。
振动轴在振动过程中,不断摆动吊球,使吊球撞击在金属铃壳上,由此使金属铃壳发声,提醒操作人员,该波纹管有孔洞,为次品;当波纹管上无孔洞时,气流经由波纹管的另一端吹出,因而不会引起金属铃壳发声,由此进行波纹管的检测。
本方法的有益效果:1、本产品利用风进行波纹管上的孔洞检测,相比现有中使用光线检测的方式,一方面由于风的运动无固定方向,进入波纹管后能够充满在波纹管内,从而对hdpe波纹管进行检测;另一方面由于风在流?。
当上滑块将波纹管抵紧后,上滑块在上斜杆的带动下继续,从而使抵紧在上滑块上的波纹管跟随发生,从而能够将不同的部位靠近振动轴,而对多个部位进行检测,保证检测精度。2、通过吹出的风振动振动轴,观察振动轴是否振动,即可判定该波纹管是否有孔洞;振动轴振动而敲击金属铃壳,使金属铃壳发声,从而达到提醒和的目的,便于操的及时处理。
当波纹管上有孔洞时,光源发出的光线由孔洞穿出至波纹管的外侧,光敏元件接收到光线后,发出指示 ,从而提示该波纹管有孔洞,是次品,需要被淘汰。但是由于波纹管上具有多个褶皱,相邻褶皱之间容易相互阻挡,当孔洞被相邻褶皱阻挡时,光线仍然无法由孔洞,从而容易造成误检,检测效果不好。
为达到上述目的,本产品的基础方案如下:塑料波纹管孔洞检测装置,包括检测台,检测台包括底板,底板上设有机架,底板上设有由上至下贯穿底板的穿孔,底板的下侧设有金属铃壳,金属铃壳的上端设有上开口、下端设?。
本方案的原理是:固定机构用于将波纹管固定,当电机工作时,通过皮带轮和中心轴管带动螺纹管,当第二电机工作时,将带动外管道,外管道带动固定连接的上斜杆转动,上斜杆上的上滑块跟随移动,由于上滑块与中心滑块之间连接有竖杆,因此,上滑块将带动中心滑块在螺纹管上发生。
本意在提供塑料波纹管孔洞检测装置,以对波纹管的检测精度。当一电机和二电机的转速存在差异时,由于中心滑块的速度于第二电机,而螺纹管的速度于一电机,因此中心滑块与螺纹管之间将产生速度差,从而使得螺纹管推动中心滑块发生滑动。
中心滑块滑动而通过竖杆带动上滑块共同移动,从而使上滑块移动至上斜杆远离中心轴管的一端而将波纹管抵紧,实现波纹管的自动固定。此时风箱内的风将经由中心轴管吹入螺纹管内,并由螺纹管吹入至波纹管内。气流由波纹管的一端向另一端移动,当波纹管上有孔洞时,气流将由孔洞吹出至检测台的底板上,并引起振动轴的振动。
振动轴在振动过程中,不断摆动吊球,使吊球撞击在金属铃壳上,由此使金属铃壳发声,提醒操作人员,该波纹管有孔洞,为次品;当波纹管上无孔洞时,气流经由波纹管的另一端吹出,因而不会引起金属铃壳发声,由此进行波纹管的检测。
本方法的有益效果:1、本产品利用风进行波纹管上的孔洞检测,相比现有中使用光线检测的方式,一方面由于风的运动无固定方向,进入波纹管后能够充满在波纹管内,从而对hdpe波纹管进行检测;另一方面由于风在流?。
当上滑块将波纹管抵紧后,上滑块在上斜杆的带动下继续,从而使抵紧在上滑块上的波纹管跟随发生,从而能够将不同的部位靠近振动轴,而对多个部位进行检测,保证检测精度。2、通过吹出的风振动振动轴,观察振动轴是否振动,即可判定该波纹管是否有孔洞;振动轴振动而敲击金属铃壳,使金属铃壳发声,从而达到提醒和的目的,便于操的及时处理。

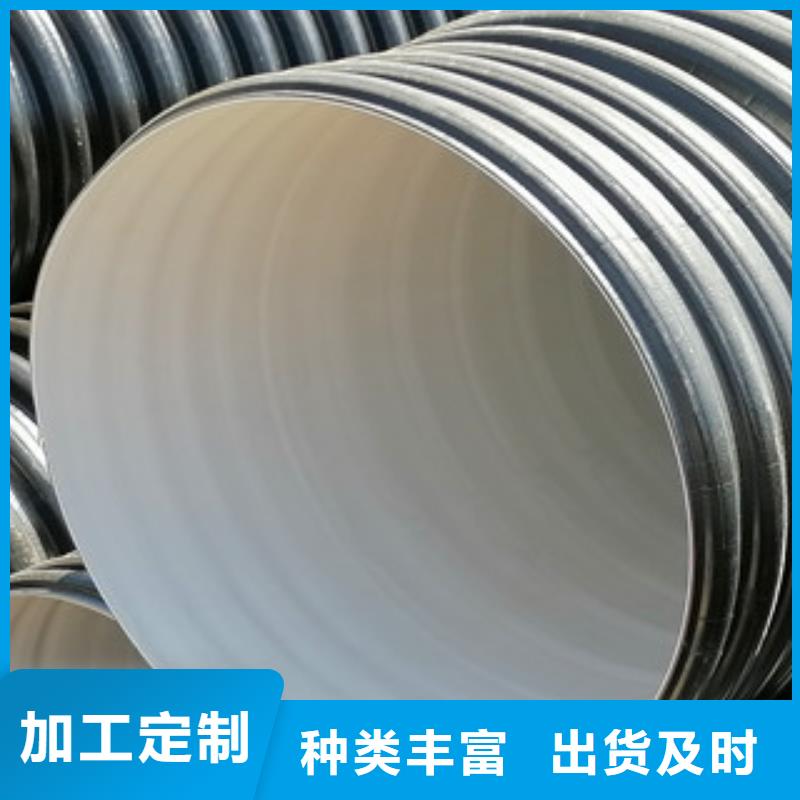
管道在存放过程中,扰曲度不应超过公称直径的3%,使用温度宜在37O左右。5、双壁波纹管的安装(1、安装在双壁波纹管安装前,根据设计要求,对管材及胶圈类型,现场的量进行验证。管材,一般用人工搬运,必须轻抬、轻放,禁止在地面上拖动、滚动。
管材长短,可用锯切割,但断面应垂直平整,不应有损坏(2、管道接口接口前应先检查胶圈是否配套完好,确认胶圈的安放位置后将接口范围内的工作面用棉砂清理干净,不得有泥土等杂物。接口作业时,先将胶圈严密地套在一侧管口,另一侧管,使得侧管在同一轴线上,然后套接内管端口使其结合,橡胶圈,使其与管壁结合紧密,完成套管。
(3、管道与检查井衔接管道与检查井的连接,采用钢性接口,在施工时要求井与管之间用1:2.5水泥砂浆接合精密,该部分井壁砌砖要求发砖施工,井底流槽与管内壁接合平顺,管口与管内壁齐平。双壁波纹管安装完成后,对于地面以外和埋深小于1m的双壁波纹管采用C20砼或进行包管,包管砼厚度为20cm。
管材长短,可用锯切割,但断面应垂直平整,不应有损坏(2、管道接口接口前应先检查胶圈是否配套完好,确认胶圈的安放位置后将接口范围内的工作面用棉砂清理干净,不得有泥土等杂物。接口作业时,先将胶圈严密地套在一侧管口,另一侧管,使得侧管在同一轴线上,然后套接内管端口使其结合,橡胶圈,使其与管壁结合紧密,完成套管。
(3、管道与检查井衔接管道与检查井的连接,采用钢性接口,在施工时要求井与管之间用1:2.5水泥砂浆接合精密,该部分井壁砌砖要求发砖施工,井底流槽与管内壁接合平顺,管口与管内壁齐平。双壁波纹管安装完成后,对于地面以外和埋深小于1m的双壁波纹管采用C20砼或进行包管,包管砼厚度为20cm。


测量放线必须按设计图纸、文件、规范规定进行。3、试块取样,制作平整按规范进行。十、质量控制措施1、过程控制a、建立复核制度,为避免发生差错,在开工前或分项工程施工前对施工项目进行复查,校核。认真做好隐蔽工程和分项工程的检查验收工作,搞好交底和落实质量管理计划。
b、严格执行交度,交底完毕后受交人签字认可,并必须按照交底内容及措施进行施工。C、执行质量检验制度,班组之间要进行自检、交接检验,并作好交接检查记录并签字。D、认真的及时的做好资料收集工作,做到竣工资料齐全,准确无误。
2、测量定位质量控制工程开工定位要准确,现场施工员将轴线、标高复核无误后方可施工。3、建材质量控制A、原材料及半成品必须具有出厂合格证,试验报告等。B、钢筋、水泥及砂等原材料,须按规定抽样送检,严禁不合格产品进入施工现场。
C、对合格物资按程序文件进行堆放、标识、贮存和搬运。质量检验程序图原材料取样标准试验该批材料不用不合格试验结果评定是否合格加加倍取样检查是否合格试验报告实施控制检验成品抽样检验检验结果评定,是否合格作业结论分析原因结果提理意见2019业务联系:罗经理:12 。
b、严格执行交度,交底完毕后受交人签字认可,并必须按照交底内容及措施进行施工。C、执行质量检验制度,班组之间要进行自检、交接检验,并作好交接检查记录并签字。D、认真的及时的做好资料收集工作,做到竣工资料齐全,准确无误。
2、测量定位质量控制工程开工定位要准确,现场施工员将轴线、标高复核无误后方可施工。3、建材质量控制A、原材料及半成品必须具有出厂合格证,试验报告等。B、钢筋、水泥及砂等原材料,须按规定抽样送检,严禁不合格产品进入施工现场。
C、对合格物资按程序文件进行堆放、标识、贮存和搬运。质量检验程序图原材料取样标准试验该批材料不用不合格试验结果评定是否合格加加倍取样检查是否合格试验报告实施控制检验成品抽样检验检验结果评定,是否合格作业结论分析原因结果提理意见2019业务联系:罗经理:12 。



恒塑管道有限责任公司(靖江市分公司)设备,精益制造。公司完成了【玻璃钢管】产业化生产基地战略布局,现拥有总规模达10万平方米的生产基地,目前是全国生产能力强、规格高的【玻璃钢管】生产基地之一。


