以下是:广东省云浮市筒型螺旋输送机实力老厂的产品参数
以下是:广东省云浮市筒型螺旋输送机实力老厂的图文视频
【衡泰】为您提供
新兴震动给料机、
罗定通风蝶阀、
中山插板闸阀、
潮州粉尘加湿搅拌机等多元产品与服务。在广东省云浮市本地采买
筒型螺旋输送机实力老厂到
衡泰重工机械制造(云浮市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:
刘女士-【13731735184】。 广东省,云浮市 云浮市,广东省辖地级市,位于广东省中西部,西江中游以南。土地面积7786.64平方千米(其中市区面积1967.28平方千米),下辖2个区、2个县、代管1个县级市。截至2022年末,云浮市常住人口239.65万人。
想要更直观地了解筒型螺旋输送机实力老厂产品吗??产品视频,带你走进产品世界
以下是:广东云浮筒型螺旋输送机实力老厂的图文介绍

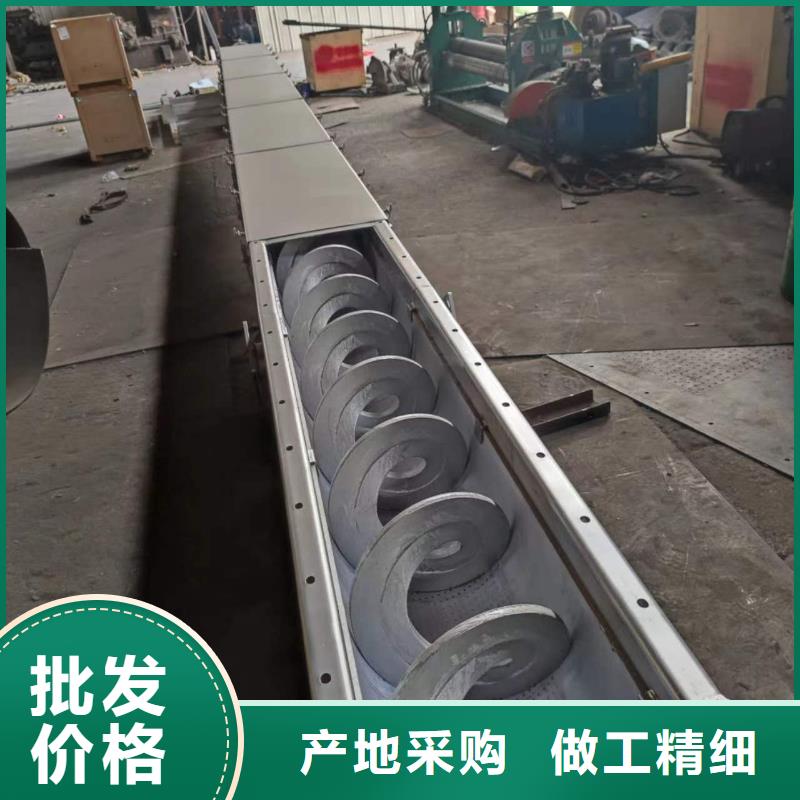
广东云浮螺旋输送机叶片与机壳间隙调整的核心是:先定位偏差原因,再通过调整轴承座、机壳或螺旋轴,将间隙校准至3-10mm的合理范围,全程需保证同轴度和对称性。### 一、调整前准备- 工具:水平仪、塞尺(0.02-10mm)、扳手、千斤顶、垫片(不同厚度)、百分表。- 前提:停机断电,清理机壳内残留物料,检查叶片是否变形、机壳是否偏移,排除部件损坏问题。- 测量基准:先测螺旋轴两端同轴度(允许偏差≤0.2mm/m),再用塞尺测量叶片与机壳上、下、左、右四点的间隙,记录偏差数据。### 二、核心调整方法(按常见问题分类)#### 1. 螺旋轴偏移导致的间隙不均(常见)- 调整轴承座:松开头部和尾部轴承座的固定螺栓,在轴承座底部或侧面加/减垫片(垫片厚度按间隙偏差计算),顺时针/逆时针微调轴承座位置。- 校准同轴度:用百分表吸附在螺旋轴上,转动轴体,确保轴的径向跳动≤0.3mm,同时用塞尺复测间隙,直至四周间隙均匀。- 固定锁紧:调整到位后,按对角线顺序拧紧轴承座螺栓,再次复核间隙,避免紧固时移位。#### 2. 机壳变形或安装倾斜导致的间隙偏差- 校正机壳:若机壳局部凸起或弯曲,用千斤顶轻轻顶压变形处(垫木块防损伤),配合水平仪校准机壳水平度(水平偏差≤0.5mm/m)。- 调整机壳固定点:松开机壳与底座的连接螺栓,在偏移侧加垫片,或调整底座支撑高度,使机壳与螺旋轴保持同心。#### 3. 叶片磨损/变形导致的间隙异常- 轻微变形:用扳手轻轻校正叶片边缘(避免用力过猛导致断裂),确保叶片与轴垂直、边缘平整。- 严重磨损/变形:直接更换叶片,新叶片安装后需按上述方法重新校准间隙,避免因叶片尺寸偏差导致间隙不合格。### 三、调整关键注意事项- 间隙对称性:两侧间隙差值需≤2mm,底部间隙可略大于顶部(防止物料堆积摩擦),但需在3-10mm范围内。- 分区域调整:长距离螺旋输送机(>5m)需分段测量间隙,每2-3m设一个测量点,避免整体偏移。- 试运转校验:调整后开机空转30分钟,观察有无摩擦异响、振动,停机后再次用塞尺复测,确认间隙无变化。- 适配物料调整:磨琢性物料可预留较大间隙(8-10mm),粉状物料保持较小间隙(3-5mm),避免回流。要不要我帮你整理一份**间隙调整操作步骤流程图**,搭配工具清单和常见偏差解决方案,方便现场实操?


实体螺旋叶片的核心加工工艺分为**整体成型、分段拼接、连续冷轧**三类,需根据叶片尺寸、材质和精度要求选择,不同工艺适配场景差异显著。### 一、主流加工工艺及特点#### 1. 连续冷轧成型工艺(应用广)- 工艺原理:将钢带通过专用冷轧机的轧辊模具,连续轧制出螺旋升角、外径一致的螺旋叶片,无需焊接,一体成型。- 核心优势:生产效率高、成本低,叶片表面光滑、尺寸精度高(螺距误差≤±2mm),材质利用率达95%以上。- 适配场景:中小尺寸叶片(外径≤600mm、螺距≤800mm),材质以碳钢、不锈钢为主,适合批量生产。- 局限:无法加工大厚度叶片(一般≤12mm),高硬度材质(如Mn13锰钢)轧制难度大,易开裂。#### 2. 分段拼接焊接工艺(适配大尺寸/厚叶片)- 工艺原理:按叶片螺距和外径,将板材切割成单个“扇形坯料”,加热后通过模具压制成单圈螺旋,再将多圈叶片焊接在传动轴上,拼接成完整螺旋。- 核心优势:可加工大尺寸(外径>600mm)、大厚度(≥10mm)叶片,适配锰钢、耐磨合金等硬材质,灵活性高。- 适配场景:大型U型螺旋输送机、高磨琢工况,如矿山、建材行业的大流量输送设备。- 局限:焊接处易产生应力集中,需后续热处理,表面精度低于冷轧工艺,生产周期长、成本高。#### 3. 整体锻造工艺(高精度/高负荷场景)- 工艺原理:将整块坯料加热至高温后,通过锻压机和专用模具,一次性锻造成完整的螺旋叶片(单头或多头),再经机加工精修尺寸。- 核心优势:叶片整体无焊缝,强度高、抗冲击性强,尺寸精度极高(螺距误差≤±0.5mm),适合高负荷、高转速工况。- 适配场景:精密输送设备、高温/高压工况,或输送大块耐磨物料的重型设备。- 局限:成本极高、生产周期长,仅适用于定制化、小批量生产,大尺寸叶片锻造难度大。#### 4. 冲压成型工艺(小型/薄叶片批量生产)- 工艺原理:用冲压机配合专用模具,对薄板材(厚度≤5mm)进行一次性冲压成型,直接得到单圈或多圈叶片。- 核心优势:生产效率极高、成本极低,适合大批量生产小型叶片(外径≤300mm)。- 适配场景:轻型输送机、食品级小型设备,材质以薄碳钢、304不锈钢为主。- 局限:叶片厚度受限,强度较低,不适用于磨琢性或重载工况。### 二、工艺选型关键原则- 批量+中小尺寸+普通材质:选连续冷轧成型(性价比)。- 大尺寸+厚叶片+硬材质:选分段拼接焊接(灵活性强)。- 高精度+高负荷+定制化:选整体锻造(强度和精度)。- 小型+薄叶片+大批量:选冲压成型(成本、效率)。要不要我帮你整理一份**实体螺旋叶片加工工艺选型对照表**,明确每种工艺的参数范围、适配场景、成本和维护要点,方便快速匹配需求?广东云浮螺旋输送机显著的特点。



广东云浮螺旋输送机的输送能力计算核心是“体积流量×物料堆积密度”,行业通用公式简洁明确,关键在于准确选取各项参数,具体计算方法如下:### 一、核心计算公式(通用版)**Q = 47.1 × D2 × S × n × φ × γ × C** (单位:t/h,适用于水平输送,倾斜输送需额外修正)#### 公式中各参数含义及取值方法1. **D(螺旋叶片直径)**:单位m,指叶片外缘直径(如160mm则取0.16m),需按设备实际型号确定(常见规格:100mm、160mm、200mm、300mm等)。2. **S(螺距)**:单位m,普通实体叶片螺距S≈D(如D=0.3m则S=0.3m);多头叶片或特殊物料可调整为S=0.8D~1.2D。3. **n(螺旋转速)**:单位r/min,需参考设备额定转速(常见范围:10~60r/min,粒状/易碎物料选10~30r/min,粉状物料选30~60r/min)。4. **φ(填充系数)**:无单位,按物料形态取值(关键参数,直接影响精度):- 粉状物料(面粉、水泥粉):φ=0.25~0.35- 粒状物料(粮食、塑料粒):φ=0.35~0.45- 小块状物料(小石子、煤块):φ=0.2~0.3- 粘性/易结块物料(酒糟、受潮面粉):φ=0.15~0.255. **γ(物料堆积密度)**:单位t/m3,需按实际物料查询(常见取值:面粉0.6~0.8、水泥粉1.2~1.4、粮食0.7~0.9、砂石1.6~1.8)。6. **C(输送效率系数)**:无单位,考虑叶片磨损、物料滑动等损耗,取值0.8~0.95(新设备取0.9~0.95,旧设备取0.8~0.85)。### 二、关键修正:倾斜输送的能力调整当输送方向为倾斜(角度θ,0°45°:不使用,K急剧下降(≤0.5),输送效率极低### 三、计算步骤(附实际例子)#### 示例:水平输送面粉(粉状物料),设备参数如下- D=0.3m(300mm)、S=0.3m(S=D)、n=40r/min、φ=0.3、γ=0.7t/m3、C=0.9#### 计算过程:1. 代入核心公式: Q = 47.1 × (0.3)2 × 0.3 × 40 × 0.3 × 0.7 × 0.9 2. 分步计算: (0.3)2=0.09 → 47.1×0.09=4.239 → 4.239×0.3=1.2717 → 1.2717×40=50.868 → 50.868×0.3=15.2604 → 15.2604×0.7=10.68228 → 10.68228×0.9≈9.61t/h 3. 结果:该设备水平输送面粉的理论能力约9.6t/h### 四、实操注意事项(避免计算偏差)1. 填充系数φ不可随意取值:粘性物料取偏小值,避免堵塞;流动性好的粉状物料取中值,防止物料溢出。2. 转速n并非越高越好:超过设备额定转速会导致物料离心滑动,实际输送能力不升反降。3. 堆积密度γ需实测:不同湿度、粒度的物料密度差异大(如潮湿砂石γ=1.8~2.0,干燥砂石γ=1.6~1.7),实测值更准确。4. 特殊物料修正:- 磨琢性物料(矿石、石英砂):C取0.8~0.85(磨损导致效率下降)- 粘性物料:需额外降低φ(0.15~0.2),同时降低转速n### 五、简化估算方法(快速粗算)若无需值,可按“每100mm直径对应1~3t/h”粗算(水平输送、粉状/粒状物料):- D=100mm:1~2t/h- D=200mm:3~6t/h- D=300mm:8~12t/h- D=400mm:15~25t/h要不要我帮你整理一份**个性化输送能力计算表**,你提供具体参数(螺旋直径、转速、物料类型),我直接帮你算出精准输送能力,并标注修正系数?



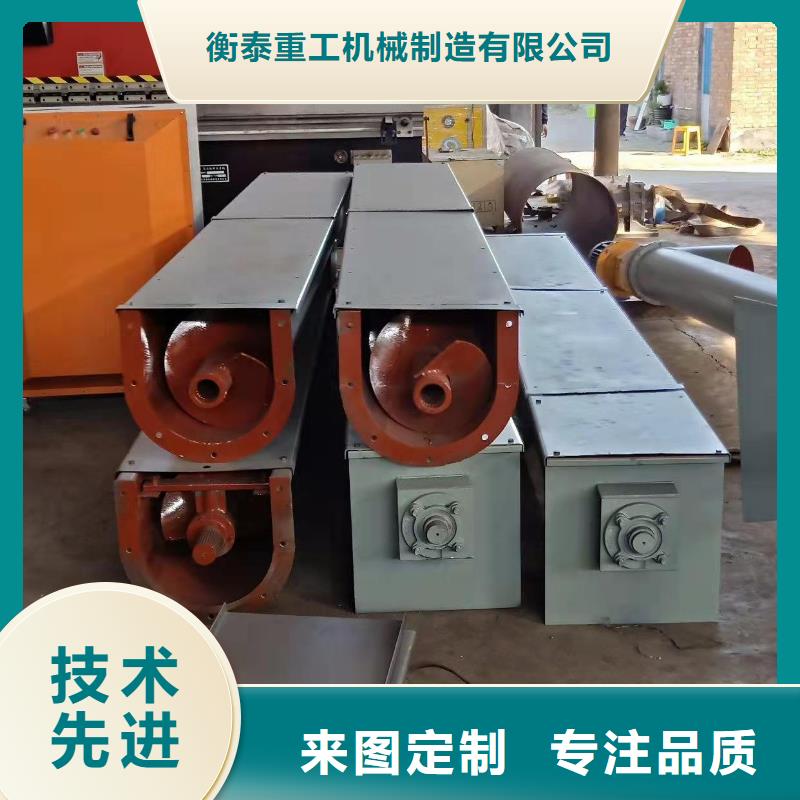
衡泰重工机械制造(云浮市分公司)以科技资讯为先导,以超前的设计为理念,以精工制作为实力,立异创新、选料考究、设计新颖、做工精细、质优价廉,经久耐用,可靠等特点深受广大用户青睐。管理理念:为客户提供好 斗式机产品与服务。始终坚持以创新求发展,以质量求生存的原则,创企业品牌。


广东云浮螺旋输送机日常维护的核心是 “防堵塞、护部件、控运行”,重点关注清洁、润滑和异常监测,避免物料残留和部件磨损导致故障。1. 开机前检查(每班必做)确认机壳内无残留物料、异物,避免启动后卡滞叶片。检查螺旋叶片与机壳间隙(正常应≥5-10mm),无刮擦、碰撞痕迹。查看电机、减速机的润滑油位,不足时及时补充(按设备说明书型号添加)。检查联轴器、地脚螺栓是否紧固,密封件(填料 / 机械密封)无泄漏。2. 运行中监测(实时关注)控制进料均匀,避免超负荷进料(不超过额定输送量的 110%),防止物料堆积堵塞。监听运行噪音,正常应无尖锐异响,若出现摩擦声、振动加剧,需立即停机检查。观察电机温度(≤75℃)、轴承温度(≤80℃),超过阈值需停机降温排查。对于粘性、易结块物料,定期查看机壳内壁,发现粘附及时清理,避免影响输送效率。3. 停机后维护(每班结束后)清空机壳内残留物料,尤其粘性、潮湿物料,防止结块后影响下次启动。清洁密封部位,检查密封件是否老化、破损,及时更换渗漏的填料或机械密封。擦拭电机、减速机表面灰尘,保持散热良好,避免粉尘堆积导致过热。4. 定期专项维护(按周期执行)每周:检查螺旋叶片磨损情况,若边缘变薄、变形,及时修复或更换;紧固松动的连接螺栓。每月:给轴承、联轴器等转动部位加注润滑脂(高温工况用耐高温型号);清理减速机通气帽,确保散热正常。每 3 个月:检查减速机润滑油质,若出现发黑、乳化,及时更换新油;校验电机绝缘性能,避免电气故障。5. 禁忌与特殊情况处理禁止空载长时间运行(易导致叶片与机壳摩擦),也禁止重载启动(易烧毁电机)。遇到堵塞时,需先断电停机,再人工清理物料,严禁开机状态下伸手或用工具掏挖。输送腐蚀性、高温物料后,需加强密封检查和清洁,避免材质腐蚀加速。


您是想要在广东省云浮市采购高质量的筒型螺旋输送机实力老厂产品吗?衡泰重工机械制造(云浮市分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的筒型螺旋输送机实力老厂产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:刘女士-【13731735184】,地址:《西环工业区》。